




更新时间:2024-12-24 01:47:58 浏览次数:9 公司名称:许昌 建贸机械设备有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
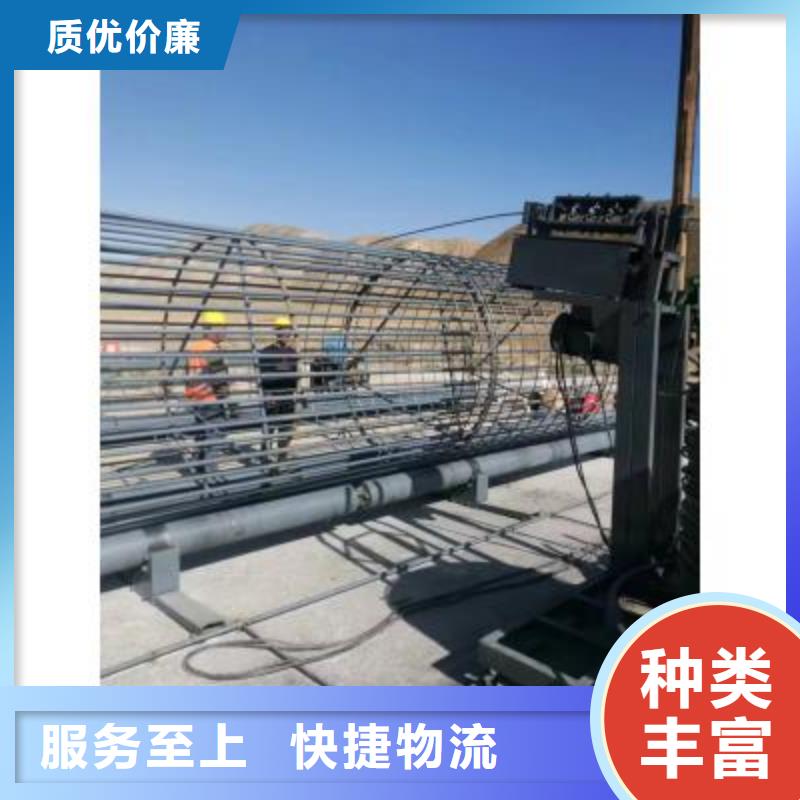
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |



钢筋加工行业经过多年的摸索和发展,施工现场对钢筋加工设备的使用要求也逐步提高。原始的手工制作、机械加工日渐不能满足现阶段和以后钢筋加工行业的需要,数控钢筋加工设备的应用势必推动整个行业的发展。公司主要产品有:钢筋笼绕筋机、数控钢筋弯曲机、数控弯箍机、全自动钢筋笼滚焊机、手提式液压弯曲机、钢筋镦粗机等一系列钢筋加工设备。公司产品主要用于高速公路、高速铁路标准化建设领域、房屋建筑领域的钢筋加工场或施工现场,重点服务对象为中铁、中交、各省路桥等施工企业及专业的钢筋加工厂。
钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等
1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。
通化钢筋笼绕筋机参数型号:JMRLJ-3000加工范围;钢筋笼直径φ400---φ1500mm 长度12m绕筋线速;0---15.4m/min ( i=59*1.25=73.75 )小车速度;0---1.38m/min ( i=593 )胶辊电机;Y90L-4 功率7.5kw小车电机;Y90L-4 功率3.0kw整机重量;3500kg通化钢筋笼绕筋机优势1,通化钢筋笼绕筋机加工范围广,适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因为设备功能影响钢筋笼设计或不能上机生产。2,机械化作业不受人为因素影响,长时间工作可稳定不变。质量稳定。3,通化钢筋笼绕筋机做出的产品结构紧凑,造型美观。4,成型速度快,待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。5,流水线作业形式,独立施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6,组合式设计使搬运、安装、声场等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。7,绕筋,主筋可双筋同时制作。

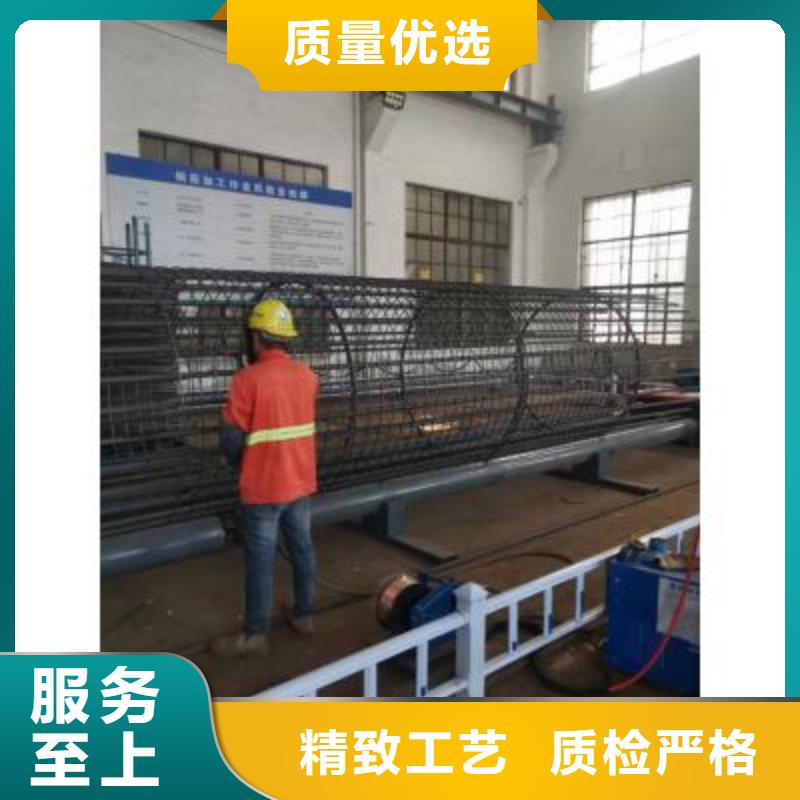
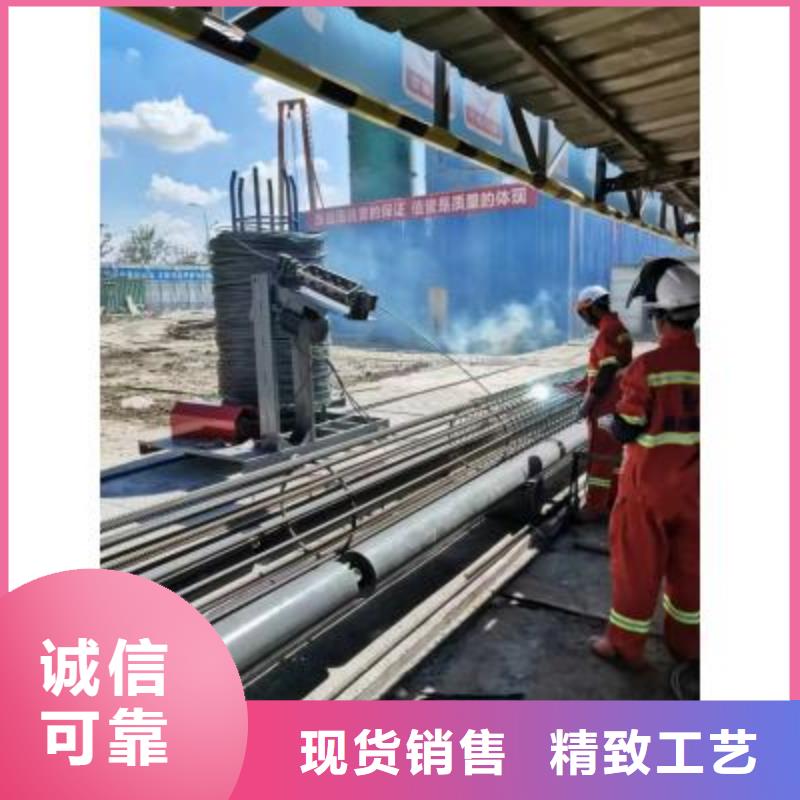
在桥梁隧道施工中,钢筋笼加工质量是基础建设重要环节。传统工轧制和焊接生产加工钢筋笼不仅效率低,而且加工钢筋笼质量不稳定。已经严重影响到工程建设工期和质量。钢筋滚焊机功能主机:含机架、底座、胶辊、传动系统等。胶辊旋转带动钢筋笼转动,按图纸设计间距,合小车移动缠绕箍筋成。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块工作。小钢筋滚焊机机体必须有可靠的接地。
钢筋笼绕筋机

钢筋笼绕筋机维护保养
1、 每天设备生产之前,要对设备状况进行检查,主要有如下几个方面:
(1) 急停按钮(任意一个)是否处于按下状态、控制电源开关是否处于关闭状态;
(2) 各线路连接是否正常;
(3) 是否存在漏油想象;
(4) 各螺栓螺母是否有松动;
(5) 电气柜内粉尘是否过多。
2、 设备运行过程中,要注意检查马达是否有过热现象;
3、 设备运行过程中,严禁对电气部分进行遮盖,要保持散热顺畅;
4、 机器正常运行 1个月后,要对断路器、马达接线端子、电箱内接线端子,在电源切断的情况下进行重新紧固;
 通化钢筋笼绕丝机免费咨询-河南建贸
<通化>建贸机械设备有限公司
通化钢筋笼绕丝机免费咨询-河南建贸
<通化>建贸机械设备有限公司
切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。